 English
English Español
Español Deutsch
Deutsch-

Battery cover stamping parts
Our Battery cover stamping parts are precision-man...
-

Deep drawing mold for front and rear wheels of two-wheeled electric vehicles
This Deep drawing mold for front and rear wheels o...
-

Progressive molds for automotive parts
This Continuous mold for automotive motor housing ...
-

Automatic riveting mold for large computer machine base
This Automatic Riveting Mold for Large Computer Ma...
-
Small stamped parts for laptops and mobile phones
As essential internal components for modern portab...
- E-mail us: [email protected]
- Call us: +86-139 1308 8972
Industry News
Home / News / Industry News / Battery Cover Stamping Parts for EV & Energy Storage Battery Enclosures
Battery Cover Stamping Parts for EV & Energy Storage Battery Enclosures
2026-06-16
A battery pack that fails in the field rarely fails because of the cells. More often, the root cause is a cover that didn't seal, a flange that didn't align, or a mounting boss that cracked under vibration. Battery cover stamping parts are the first line of structural and environmental defence for every EV, industrial, and energy storage battery system — and the tolerance standards they must meet have tightened significantly as pack voltages and energy densities have risen.
This article covers the materials, processes, dimensional requirements, and customisation options that define a production-ready battery cover stamping part — and what to verify when qualifying a supplier.

Content
- 1 What Battery Cover Stamping Parts Actually Do
- 2 Material Selection: Cold-Rolled Steel, Aluminum Alloy, or Stainless Steel
- 3 Deep Drawing and Advanced Stamping Processes
- 4 Sealing Performance: IP67 and IP68 Requirements
- 5 Our Battery Cover Stamping Parts: Specification Overview
- 6 Customisation: Bosses, Grooves, Flanges, and Functional Interfaces
- 7 Mass Production Capability and Quality Assurance
- 8 Qualifying a Battery Cover Stamping Supplier: What to Verify
What Battery Cover Stamping Parts Actually Do
The cover of a battery enclosure has three simultaneous jobs. Structurally, it must maintain its geometry under the mechanical loads of vehicle assembly, road vibration, and thermal cycling without deforming or transmitting stress to the cells beneath it. Environmentally, it must achieve and maintain IP67 or IP68 sealing integrity — meaning no dust ingress and no water penetration under sustained immersion. Functionally, it must interface precisely with the battery casing, the high-voltage connector, and any cooling channels integrated into the pack design.
Meeting all three requirements in a single stamped component — rather than a machined or cast alternative — is what makes deep-drawn stamping the preferred process for high-volume battery production. Stamping delivers consistent dimensions and tight tolerances (±0.01mm – ±0.05mm) at production rates that casting and machining cannot match, while keeping per-part cost low enough for OEM supply chains operating at scale.
Material Selection: Cold-Rolled Steel, Aluminum Alloy, or Stainless Steel
The choice of substrate material sets the ceiling on every performance metric the cover can achieve — corrosion resistance, weight, formability, weldability, and cost. Three material families dominate battery cover applications.
Cold-rolled steel offers high tensile strength and excellent formability at low raw material cost. It is the standard choice for industrial battery enclosures and energy storage systems where weight is a secondary concern and structural rigidity is the primary requirement. Post-stamp surface treatments — zinc plating, e-coating, or powder coating — are typically applied to meet corrosion resistance targets.
Aluminum alloys, particularly 3003 and 5052 grades, are the dominant material in EV battery covers where pack weight directly affects vehicle range. Alloy 3003 offers good formability and moderate strength, making it well-suited to shallow-draw cover geometries. Alloy 5052 provides higher strength and superior corrosion resistance, which is preferred for covers exposed to condensation, coolant, or road splash. Both grades deep-draw cleanly and accept anodising or conversion coating for additional protection.
Stainless steel is specified for applications requiring inherent corrosion resistance without additional surface treatment — stationary energy storage systems in humid environments, marine battery packs, or any application where coating adhesion cannot be guaranteed through the product lifetime. Its higher work-hardening rate requires carefully designed tooling to prevent springback and maintain dimensional stability after forming.
Deep Drawing and Advanced Stamping Processes
Most battery covers are not simple flat blanks. They incorporate recessed sealing channels, raised flanges, integrated bosses, and complex contours that require multi-stage progressive or transfer die stamping sequences. Deep drawing — pulling a flat sheet of metal into a three-dimensional form using a punch and die — is the core operation, but the finished component typically passes through additional stations for trimming, piercing, coining, and flanging before it leaves the press.
Process control at each station determines whether the finished part meets tolerance. Blank holder pressure controls material flow and prevents wrinkling; insufficient pressure allows the flange to buckle, while excess pressure causes tearing at the draw radius. Lubrication management affects surface condition — a smooth surface finish of Ra ≤ 0.8μm is achievable on aluminium and steel substrates when tooling geometry and lubricant film thickness are correctly matched.
Zero burr tolerance is a non-negotiable requirement for battery covers. A burr on a sealing groove interrupts the gasket contact surface and creates a leak path; a burr on an internal edge can migrate into the cell stack. Achieving burr-free edges consistently in mass production requires tooling maintained to tight clearances — typically 5–8% of material thickness for steel, slightly wider for aluminium — and regular die inspection intervals calibrated to the production volume.
Sealing Performance: IP67 and IP68 Requirements
IP67 requires that the enclosure withstand immersion in up to one metre of water for thirty minutes with no ingress. IP68 extends this to continuous immersion at a depth agreed between the manufacturer and the end user — commonly 1.5m for 30 minutes in automotive applications, though EV OEMs frequently specify more demanding conditions.
Achieving these ratings from a stamped cover depends on three factors: the flatness of the sealing flange, the surface finish of the groove or bead that contacts the gasket, and the dimensional consistency of the bolt-hole pattern that compresses the seal. A flange flatness deviation of even 0.1mm over a long sealing run is enough to create a gap that water can penetrate under pressure. This is why dimensional tolerance on sealing features is held tighter than on structural features — typically ±0.01mm on groove depth and sealing bead width.
Our precision automotive and EV battery stamping parts are manufactured with sealing groove geometry validated against gasket supplier specifications before production tooling is finalised, eliminating the compression-set and leak-path risks that arise from nominal-dimension design-to-nominal-dimension tooling mismatches.
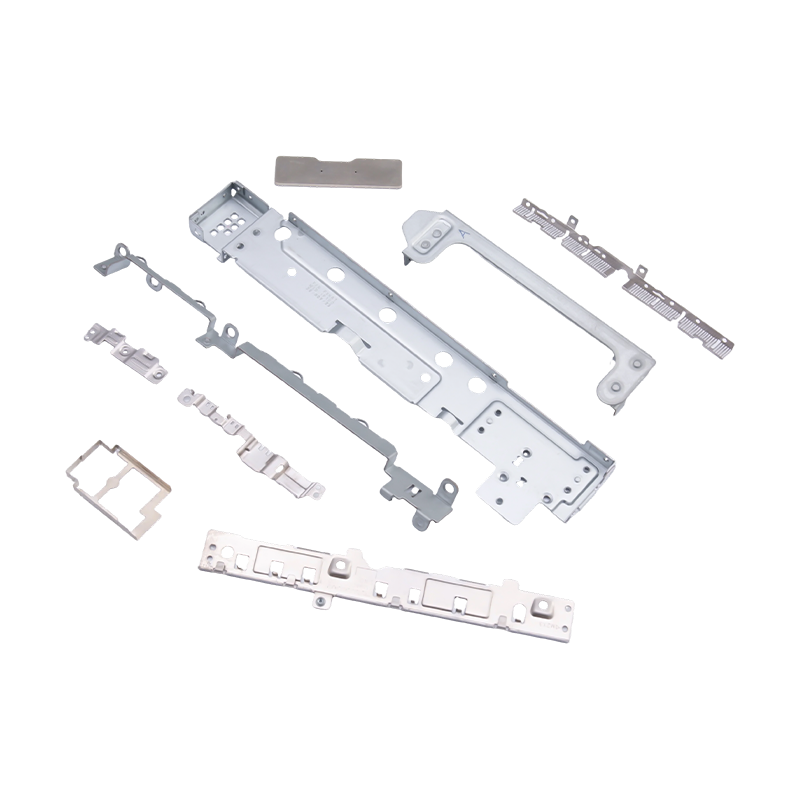
Our Battery Cover Stamping Parts: Specification Overview
Our battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
The parts feature a smooth surface finish (Ra ≤ 0.8μm), with zero burr tolerance and no deformation, effectively protecting battery cores from dust, moisture, and external impacts while achieving IP67/IP68 sealing integrity. They support seamless integration with battery casings and can be customized with integrated mounting bosses, sealing grooves, holes, flanges, or bending structures based on specific installation needs, including provisions for high-voltage connectors and cooling interfaces.
With excellent structural stability and corrosion resistance, these EV battery stamping parts enhance the overall safety and durability of battery systems. They are suitable for mass production (500K – 10M+ parts/year), ensuring cost-effectiveness and reliable supply for battery OEMs and manufacturers, backed by IATF 16949 quality certification.
Customisation: Bosses, Grooves, Flanges, and Functional Interfaces
No two battery pack designs share an identical cover geometry. EV platforms differ in cell format (cylindrical, prismatic, pouch), module arrangement, thermal management architecture, and connector positioning — and each variation propagates into the cover design as a different combination of features.
The most common customisation requirements fall into five categories. Mounting bosses — raised pads with threaded or clearance holes — locate the cover on the battery housing and distribute clamping load away from the sealing interface. Sealing grooves must be matched in width, depth, and radius to the gasket or O-ring specification, with tolerances tight enough to guarantee the specified compression ratio across the full production range. Cutouts and pierced holes for connectors, vents, and sensors must be positioned relative to the sealing perimeter with the same accuracy as the cover's mating features on the housing. Flanges and bending structures add rigidity, create assembly locating features, or form attachment points for adjacent modules. Cooling interfaces — recesses or through-features that connect the cover to a liquid cooling circuit — require particularly close dimensional control to ensure leak-free connection to cooling manifolds.
All of these features are achievable within the deep-drawing and progressive-stamping process. The critical prerequisite is that tooling is designed from the beginning with production tolerances in mind, not nominal dimensions — because a feature that is geometrically correct on a 3D model but tooled to nominal with no process capability margin will produce rejects the moment process conditions drift.
Our automotive and electric vehicle deep drawing die design capabilities ensure that every custom feature is engineered for production stability from the first die trial, reducing the iteration cycles between prototype approval and mass production launch.
Mass Production Capability and Quality Assurance
Battery OEMs and Tier 1 suppliers need more than a part that passes a sample inspection. They need a supply chain capable of delivering 500,000 to 10 million or more parts per year with consistent quality, predictable lead times, and a quality management system that generates the data needed to support customer audits and regulatory submissions.
IATF 16949 certification is the baseline quality standard for automotive supply chains. It mandates that statistical process control, measurement system analysis, and production part approval processes are in place and documented — not just at supplier launch, but continuously throughout the production run. For battery cover stamping specifically, this means that critical dimensions on sealing features, flange flatness, and hole position are measured on a defined sampling plan for every production lot, with results trended and reviewed against control limits.
At production volumes above a few hundred thousand parts per year, stamping automation becomes essential for maintaining consistency. Servo-press technology allows force and position to be controlled at each stage of the stroke, compensating for material thickness variation and die wear in a way that fixed-speed mechanical presses cannot. Our stamping automation equipment integrates press control, in-die sensing, and part inspection to maintain dimensional stability across long production runs without increasing operator intervention.
Incoming material certification, first-article inspection reports, dimensional measurement reports, and surface finish verification are provided as standard documentation for every production order — giving purchasing and quality teams the traceability records needed to support their own customer commitments.
Qualifying a Battery Cover Stamping Supplier: What to Verify
The supplier qualification process for battery cover stamping parts should go beyond a sample review. These are the areas that determine whether a supplier can sustain quality at volume, not just produce acceptable samples.
Tooling ownership and maintenance programme. Confirm who owns the production tooling and what the die maintenance interval is. A supplier that delays maintenance to maximise press uptime will eventually produce out-of-tolerance parts without warning.
Measurement capability on sealing features. Ask for gauge R&R data on the sealing groove and flange flatness measurements. A measurement system with more than 10% variation relative to the tolerance band cannot reliably distinguish conforming from non-conforming parts.
Material traceability. Battery-grade aluminium and steel must be traceable to the mill certificate. For IATF-certified supply chains this is mandatory; for non-automotive applications it is still the only way to verify that the material meets the specified alloy and temper.
Prototype-to-production transition process. A supplier with a documented APQP (Advanced Product Quality Planning) process will identify potential process failures before production tooling is cut — reducing the risk of a launch delay caused by a design-for-manufacturing issue that was visible from the drawing but never escalated.
For battery OEMs and manufacturers evaluating stamping partners, our custom stamping development and qualification services are structured around exactly these requirements — from initial DFM review through PPAP submission and into steady-state production.
Previous Post
High-Hardness Alloy Steel in Stamping Dies
Next Post
Metal Stamping Parts for Home Appliances: Materials, Precision & Custom Solutions
Our Products.
Start Your Business with an OEM Manufacturer Right Here!
Provide global customers with complete turn-key solutions
through
innovation!
QUICK LINKS
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Manufacturers
