 English
English Español
Español Deutsch
Deutsch-

Car seat stamping parts
Car seat stamping parts are core metal components ...
-

Progressive molds for automotive parts
This Continuous mold for automotive motor housing ...
-

Laptop stamping parts
Our laptop stamping parts are precision-manufactur...
-

High-end oven stamping parts
Our High-end oven stamping parts are precision-man...
-
High-end large computer stamping parts
Our High-end large computer stamping parts are pre...
- E-mail us: [email protected]
- Call us: +86-139 1308 8972
Industry News
Car Seat Stamping Parts: Quality & Fit Guide
2026-05-13
Content
- 1 What Are Car Seat Stamping Parts and Why They Matter
- 2 Material Selection: High-Strength Steel vs. Aluminum Alloy
- 3 Load Performance: Static, Dynamic, and Vibration Requirements
- 4 Automotive Safety Standard Parts: Compliance and Quality Inspection
- 5 Compatibility Across Seat Positions and Vehicle Models
What Are Car Seat Stamping Parts and Why They Matter
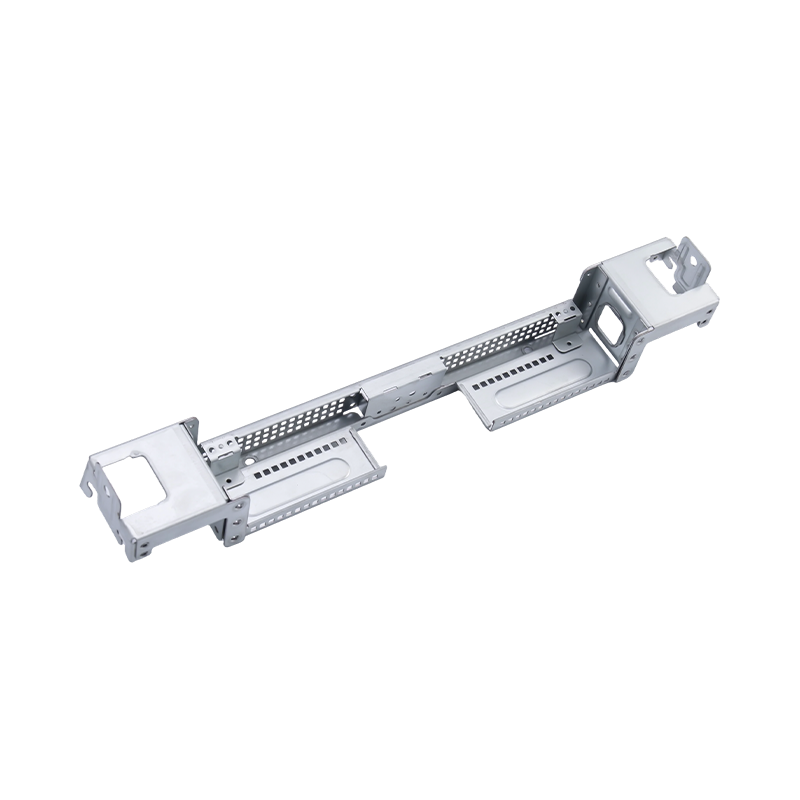
Car seat stamping parts are precision-formed metal components that serve as the structural core of automotive seat frameworks. Produced through high-precision stamping processes, these parts are shaped from high-strength steel or aluminum alloy sheets using die tooling under thousands of tons of press force. The result is a component with consistent wall thickness, clean edges, and tight dimensional tolerances — qualities that are non-negotiable in automotive applications.
Unlike welded or cast alternatives, stamped parts offer superior repeatability and surface integrity. In a seat assembly, they function as the load-bearing skeleton, interfacing directly with seat cushions, adjustment brackets, and recliner mechanisms. Any dimensional deviation in these components propagates through the entire seat system, affecting both comfort and occupant safety.
The global automotive seating market was valued at over $68 billion in 2023, and metal seat structures represent a substantial portion of per-seat material cost. Choosing the right stamping parts — and the right supplier — directly impacts assembly efficiency, product longevity, and regulatory compliance.
Material Selection: High-Strength Steel vs. Aluminum Alloy
The two dominant materials for metal stamping parts for car seats are high-strength steel (HSS) and aluminum alloy. Each offers a distinct performance profile, and the correct choice depends on the specific seat position, vehicle platform, and weight targets.
| Property | High-Strength Steel | Aluminum Alloy |
|---|---|---|
| Tensile Strength | 590–1500 MPa | 200–500 MPa |
| Weight | Higher | ~35% lighter than steel |
| Corrosion Resistance | Requires coating | Naturally resistant |
| Cost | Lower | Higher |
| Typical Application | Side frames, floor brackets | EV seats, sports & premium segments |
Advanced high-strength steels (AHSS), such as dual-phase (DP) and martensitic (MS) grades, are now widely used in seat side frames and cross-members where crash energy absorption is critical. These grades allow wall thickness reduction without sacrificing structural performance — a key factor in meeting both weight and safety targets simultaneously.
Aluminum alloys, particularly 5xxx and 6xxx series, are increasingly specified in electric vehicle platforms where every kilogram of weight reduction directly extends driving range. Although aluminum stampings require more complex tooling and forming strategies due to lower ductility, the payoff in mass reduction often justifies the investment for high-volume programs.

Load Performance: Static, Dynamic, and Vibration Requirements
Car seat stamping parts must perform reliably across three distinct load categories throughout a vehicle's operational life. Understanding these requirements is essential when evaluating part specifications or qualifying a supplier.
Static Load Bearing
Static loads refer to the continuous weight of occupants and the seat assembly itself. Regulatory standards such as ECE R17 (Europe) and FMVSS 207/210 (USA) define minimum load thresholds for seat anchorages and structural components. A typical seat frame must sustain a rearward load of 20 times the seat's weight without permanent deformation. Stamping parts that form the base rail, side bracket, and recliner mounting interface are the primary load paths in these tests.
Dynamic Load and Crash Performance
Dynamic loads occur during vehicle acceleration, braking, and — most critically — crash events. In a frontal collision, seat structures must restrain seatbelt forces of up to 30 kN while maintaining enough structural integrity to prevent occupant intrusion into adjacent seating zones. The stamping geometry, grain orientation, and heat treatment of the steel all influence how the part absorbs and redistributes these impulse forces.
Vibration Resistance
Over a typical vehicle lifespan of 200,000+ kilometers, seat components are exposed to continuous low-frequency vibration from road surfaces and powertrain sources. Stamped parts with inconsistent thickness, residual forming stress, or micro-cracks at bend radii are vulnerable to fatigue failure in these conditions. Uniform thickness across the stamped profile — a direct product of precision die design and press control — is the most effective countermeasure against vibration-induced fatigue.
Automotive Safety Standard Parts: Compliance and Quality Inspection
Meeting the definition of automotive safety standard parts requires more than material certification. It demands a documented quality management process covering incoming material, in-process control, and outgoing inspection — all traceable to the finished part.
The following inspection methods are standard practice in qualified stamping operations:
- Coordinate Measuring Machine (CMM) inspection: Verifies critical dimensions against the engineering drawing to tolerances as tight as ±0.1 mm. Used for first-article inspection and periodic sampling during production runs.
- Hardness testing (Rockwell/Vickers): Confirms that post-stamping heat treatment has achieved the target mechanical properties, particularly in AHSS components where martensite phase distribution directly affects strength.
- Surface and edge inspection: Visual and tactile checks for burrs, cracks, and surface contamination that could affect assembly fit or accelerate corrosion in service.
- Salt spray testing: Evaluates the corrosion protection system (e-coat, zinc plating, or phosphate treatment) applied to steel stampings. Standard automotive requirements range from 240 to 1,000 hours of salt spray exposure without red rust formation.
- Destructive tensile and bend testing: Validates the mechanical properties of welded joints and critical bend zones, ensuring no delamination or cracking at stress concentrations.
Quality systems compliance — typically IATF 16949 for automotive suppliers — provides the framework within which these inspection methods are deployed consistently. Parts supplied without this certification carry a higher risk of undetected process variation, which can translate directly into field failures or costly recalls.
Compatibility Across Seat Positions and Vehicle Models
One of the practical advantages of precision metal stamping parts for car seat applications is their adaptability across multiple seat positions and vehicle architectures. While part geometries differ between driver, passenger, and rear seat configurations, the underlying manufacturing process and quality standards remain consistent.
Driver and Front Passenger Seats
Front seat stamping parts are the most structurally complex, integrating mounting points for side airbag modules, height adjustment rails, fore-aft sliders, and seatbelt pre-tensioner anchors. Dimensional accuracy at these interfaces is critical: a misaligned airbag bracket mounting hole, for example, can cause deployment timing errors that compromise occupant protection. Front seat frames also carry the highest regulatory scrutiny under crash test protocols.
Rear Seat Structures
Rear seat stamping parts often span wider cross-sections and must accommodate fold-flat mechanisms in SUV and wagon platforms. These parts require tight flatness tolerances to ensure even loading across the folding hinge line and consistent latch engagement. In three-row vehicles, second- and third-row seat frames are frequently shared across model variants — making part interchangeability a direct cost driver that precision stamping supports effectively.
Across all seat positions, the interface dimensions between stamped frame components and adjacent systems — cushion foam clips, recliner gears, floor rail bolts — must align with mainstream automotive assembly standards. Parts that conform to these dimensional conventions can be integrated into new vehicle programs with minimal tooling modification, reducing development lead time and qualification cost for both OEM manufacturers and aftermarket suppliers.
Previous Post
No previous article
Next Post
Lightweight, High-Precision: The Deep Drawing Die Strategies Driving EV Body Panel Innovation
Our Products.
Start Your Business with an OEM Manufacturer Right Here!
Provide global customers with complete turn-key solutions
through
innovation!
QUICK LINKS
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Manufacturers
