 English
English Español
Español Deutsch
Deutsch-

Progressive molds for automotive parts
This Continuous mold for automotive motor housing ...
-

Laptop stamping parts
Our laptop stamping parts are precision-manufactur...
-

High-end oven stamping parts
Our High-end oven stamping parts are precision-man...
-
High-end large computer stamping parts
Our High-end large computer stamping parts are pre...
-
Small stamped parts for laptops and mobile phones
As essential internal components for modern portab...
- E-mail us: [email protected]
- Call us: +86-139 1308 8972
Industry News
Metal Stamping Parts: Types & Applications
2026-04-27
Content
- 1 What Metal Stamping Parts Are and Why Precision Matters
- 2 Electronic Stamping Parts: Precision at the Heart of Modern Devices
- 3 Laptop Stamping Parts: Structural Precision in Thin-Profile Assemblies
- 4 Home Appliance Stamping Parts: Durability Engineered for Decades of Service
- 5 Comparing Application Requirements Across Stamping Segments
- 6 Sourcing Metal Stamping Parts: What to Evaluate in a Supplier
What Metal Stamping Parts Are and Why Precision Matters
Metal stamping parts are components manufactured by applying controlled force through dies and punches to flat metal sheet stock, transforming raw material into precisely shaped structural and functional elements through operations including blanking, piercing, bending, drawing, and coining. Unlike machining, which removes material to achieve geometry, stamping displaces and forms metal, generating virtually no material waste at the cutting stage and enabling cycle times measured in fractions of a second per part. The combination of speed, repeatability, and dimensional consistency makes metal stamping the dominant manufacturing process wherever large volumes of sheet metal components are required.
Precision is the defining characteristic that separates industrial-grade stamping from commodity sheet metal work. In applications such as consumer electronics, automotive assemblies, and home appliances, stamped components must meet tolerances as tight as ±0.05 mm on critical dimensions, with flatness deviations controlled to less than 0.1 mm across the part surface. Achieving these specifications consistently across production runs of hundreds of thousands of pieces demands progressive die tooling engineered to micron-level accuracy, servo-driven press systems with real-time tonnage monitoring, and in-line vision inspection capable of detecting burr height, hole position deviation, and surface defects at production speed.
The materials processed in metal stamping span a broad spectrum. Cold-rolled steel (SPCC, DC01), electro-galvanized sheet, hot-dip galvanized steel, stainless steel grades 304 and 430, aluminum alloys 1050 and 5052, copper alloys, and beryllium copper are all routinely stamped depending on the mechanical, corrosion resistance, and conductivity requirements of the target application. Material selection directly affects die wear rate, springback behavior, surface finish quality, and the downstream finishing processes — plating, anodizing, powder coating — that the finished stamping will require.
Electronic Stamping Parts: Precision at the Heart of Modern Devices
Electronic stamping parts represent one of the most technically demanding segments of the metal stamping industry. The components produced for printed circuit board assemblies, connectors, terminals, EMI shielding cans, battery contacts, switch housings, and sensor brackets must combine submillimeter dimensional accuracy with specific electrical, thermal, and mechanical performance properties — all within the severe cost constraints of competitive consumer electronics markets.
Connector terminals and contact springs are among the most challenging electronic stamping parts to manufacture. Produced from phosphor bronze, beryllium copper, or brass strip stock in thicknesses from 0.1 mm to 0.5 mm, these parts require multi-stage progressive dies that simultaneously blank the profile, form the spring geometry, and coin the contact surface in a single press stroke. Contact force, insertion/withdrawal cycle durability, and contact resistance — typically required below 10 mΩ after 1,000 insertion cycles — are validated through application-specific test protocols rather than generic material certificates.
EMI Shielding Cans and RF Enclosures
EMI shielding cans are thin-wall electronic stamping parts formed from nickel-silver, cold-rolled steel, or stainless steel sheet in thicknesses of 0.15–0.3 mm. Their function is to contain radio-frequency emissions from high-speed processor modules, wireless communication ICs, and power management circuits on densely populated PCBs. Dimensional accuracy of the can perimeter and height is critical: gaps exceeding 0.1 mm at the seating flange create apertures that compromise shielding effectiveness by 10–20 dB at frequencies above 1 GHz, directly degrading device radio performance and potentially causing regulatory certification failure.
Battery Contacts and Spring Terminals
Battery contact springs in portable devices must deliver consistent contact force across the full battery insertion and removal cycle life — typically 500–1,000 cycles for consumer devices. Electronic stamping parts in this category are produced from stainless steel or phosphor bronze with gold or nickel plating applied to the contact tip. The spring geometry — cantilever, coiled, or folded — is optimized through finite element simulation during tool design to ensure that contact force remains within the specified window (typically 1–3 N) across the full dimensional tolerance stack of battery cell and housing.
Laptop Stamping Parts: Structural Precision in Thin-Profile Assemblies
Laptop stamping parts operate under a unique set of constraints that distinguish them from general electronic stamping parts. The relentless drive toward thinner, lighter notebook designs — with chassis thicknesses now regularly below 14 mm and total system weights under 1 kg — demands stamped components that deliver maximum structural rigidity at minimum material thickness, while fitting within assembly envelopes measured in tenths of a millimeter.
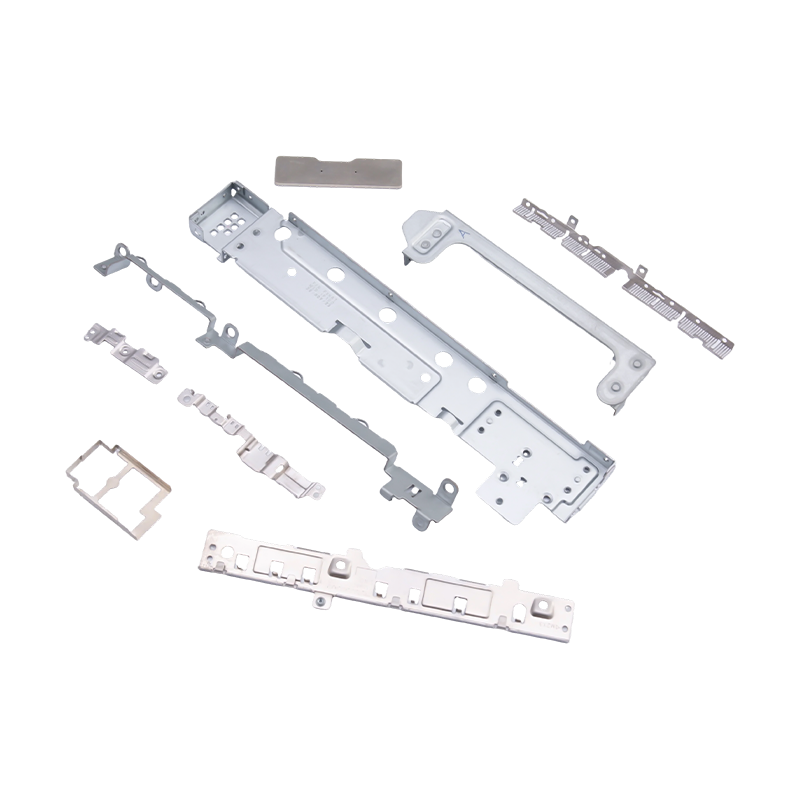
The hinge bracket is one of the most mechanically demanding laptop stamping parts in any notebook design. Formed from high-strength stainless steel or cold-rolled steel with tensile strength exceeding 600 MPa, hinge brackets must withstand the cyclic fatigue loading of lid open-close operations — typically rated for 20,000–30,000 cycles in commercial-grade laptops — without permanent deformation or surface cracking. Progressive stamping followed by coining at the hinge bore locations ensures that bore diameter and positional accuracy meet the tight interference fit requirements of the hinge pivot pin assembly.
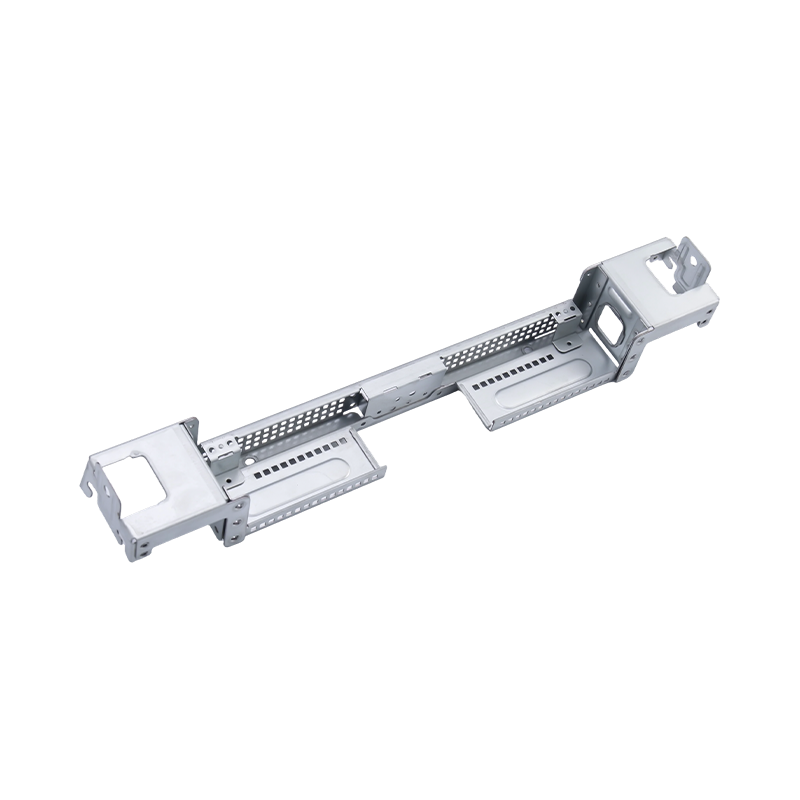
Internal chassis reinforcement brackets, motherboard mounting standoffs, thermal module retention clips, and keyboard backplate support frames are additional categories of laptop stamping parts where dimensional stack-up management is critical. With assembly tolerances at the system level measured in fractions of a millimeter, each stamping must consistently hit its individual tolerance window — typically ±0.1 mm on hole positions and ±0.05 mm on critical fits — to allow robotic assembly without manual adjustment. Surface treatments including electroless nickel plating, black oxide, and chemical conversion coating are applied to these parts to meet corrosion resistance and grounding conductivity requirements.
Home Appliance Stamping Parts: Durability Engineered for Decades of Service
Home appliance stamping parts serve as the core structural and functional skeleton of refrigerators, washing machines, air conditioners, and microwave ovens. Unlike consumer electronics — where a three-to-five-year product life is typical — major home appliances are designed for ten to fifteen years of continuous operation in domestic environments that include humidity, temperature cycling, vibration, and chemical exposure from cleaning agents. The stamped metal components inside these products must match this durability expectation.
Material selection for home appliance stamping parts reflects this long-service-life requirement. Galvanized steel sheet (hot-dip or electro-galvanized) provides corrosion protection in interior panels and chassis components exposed to condensation and cleaning agents. Stainless steel grade 430 is specified for visible exterior surfaces and inner drum components in washing machines where cosmetic appearance and stain resistance are premium requirements. Aluminum alloy sheet — typically 3003 or 5052 — is used in heat exchanger fins and decorative front panels where weight reduction and anodizing compatibility are priorities.
Structural Roles: Brackets, Chassis, and Connecting Pieces
Within the appliance assembly, home appliance stamping parts perform three primary structural functions. Motor mounting brackets fix internal motors — compressors in refrigerators, drive motors in washing machines, fan motors in air conditioner indoor units — to the appliance frame with sufficient rigidity to isolate vibration and prevent fatigue failure at fastener locations over the product lifetime. Chassis stampings form the load-bearing skeleton that supports the appliance body, carries the weight of internal components, and provides the dimensional datum from which all assembly operations are referenced. Connecting pieces link major sub-assemblies, transferring mechanical loads between the structural frame, door hinges, control panel mounting structures, and piping or wiring harness routing brackets.
Quality Control Requirements for Appliance-Grade Stampings
Strict quality checks are conducted during production of home appliance stamping parts to match the long service life demands of household devices. The following inspection parameters are routinely verified at incoming inspection, in-process control points, and final acceptance:
- Flatness and form accuracy: Chassis panels and bracket mounting surfaces are checked on surface plates or CMM fixtures to confirm flatness within specification — typically 0.3–0.8 mm over the full panel length — to ensure proper assembly fit and prevent stress concentration at fastener points.
- Corrosion resistance: Salt spray testing per ISO 9227 — 72 to 240 hours depending on the application — verifies that the coating system (zinc plating, galvanizing, or powder coat) provides adequate protection for the intended service environment.
- Dimensional verification of critical features: Hole diameters, edge-to-hole distances, and bent flange angles at assembly interfaces are measured by optical comparator or coordinate measuring machine at defined sampling frequencies to confirm that parts remain within the tolerance window throughout the production run.
- Burr height control: Exposed edges and punched holes are checked for burr height — typically required below 0.1 mm — to prevent wiring insulation damage, operator injury during assembly, and stress concentration that could initiate fatigue cracks during appliance operation.
Comparing Application Requirements Across Stamping Segments
The three primary segments — general metal stamping parts, electronic stamping parts, laptop stamping parts, and home appliance stamping parts — share the same core manufacturing process but diverge significantly in material grade, dimensional tolerance, surface finish, and service environment requirements. The table below summarizes the key differences to support specification and sourcing decisions:
| Attribute | Electronic Stamping Parts | Laptop Stamping Parts | Home Appliance Stamping Parts |
|---|---|---|---|
| Typical Material Thickness | 0.1 – 0.5 mm | 0.3 – 1.0 mm | 0.5 – 2.5 mm |
| Key Materials | Phosphor bronze, beryllium copper, nickel-silver | High-strength stainless steel, cold-rolled steel | Galvanized steel, stainless steel 430, aluminum alloy |
| Dimensional Tolerance | ±0.02 – ±0.05 mm | ±0.05 – ±0.10 mm | ±0.10 – ±0.30 mm |
| Primary Performance Focus | Conductivity, contact force, EMI attenuation | Fatigue life, rigidity, weight minimization | Corrosion resistance, structural load capacity |
| Surface Treatment | Gold plating, nickel plating, tin plating | Electroless nickel, black oxide, chemical conversion | Hot-dip galvanizing, powder coat, anodizing |
| Design Service Life | 3 – 5 years (consumer cycle) | 3 – 7 years | 10 – 15 years |

Sourcing Metal Stamping Parts: What to Evaluate in a Supplier
Selecting a capable stamping supplier requires evaluating technical infrastructure, quality management systems, and production capacity in parallel. The lowest unit price quotation from a supplier without validated tooling capability, in-process inspection equipment, and surface treatment control will consistently produce higher total cost through rework, line stoppages, and field returns. The following criteria provide a structured evaluation framework:
- Tooling design and maintenance capability: In-house progressive die design, CNC tool room equipment, and documented die maintenance schedules are indicators of a supplier who can control part quality through the tooling asset rather than relying on sorting.
- Press capacity range: A supplier fleet spanning 25-ton bench presses to 400-ton gap-frame or straight-side presses indicates capability to handle both delicate electronic stamping parts and heavy-gauge home appliance stamping parts within a single source relationship.
- Metrology and inspection infrastructure: CMM capability, optical comparators, surface roughness testers, and salt spray test chambers on-site indicate that the supplier can generate objective quality data rather than relying on visual inspection alone.
- Certifications: ISO 9001:2015 as the baseline quality management system; IATF 16949 for automotive supply chain participation; ISO 14001 for environmental management — particularly relevant when surface treatment processes involve regulated chemicals.
- Material traceability: Mill certificates linked to production batch records allow failure analysis teams to trace field defects back to specific material heats and processing runs — a non-negotiable requirement for laptop stamping parts and electronic stamping parts supplied into regulated end markets.
Previous Post
Lightweight, High-Precision: The Deep Drawing Die Strategies Driving EV Body Panel Innovation
Next Post
From Body Panels to Battery Casings: The Engineering Behind Automotive Deep Drawing Dies
Our Products.
Start Your Business with an OEM Manufacturer Right Here!
Provide global customers with complete turn-key solutions
through
innovation!
QUICK LINKS
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Manufacturers
