 English
English Español
Español Deutsch
Deutsch
-
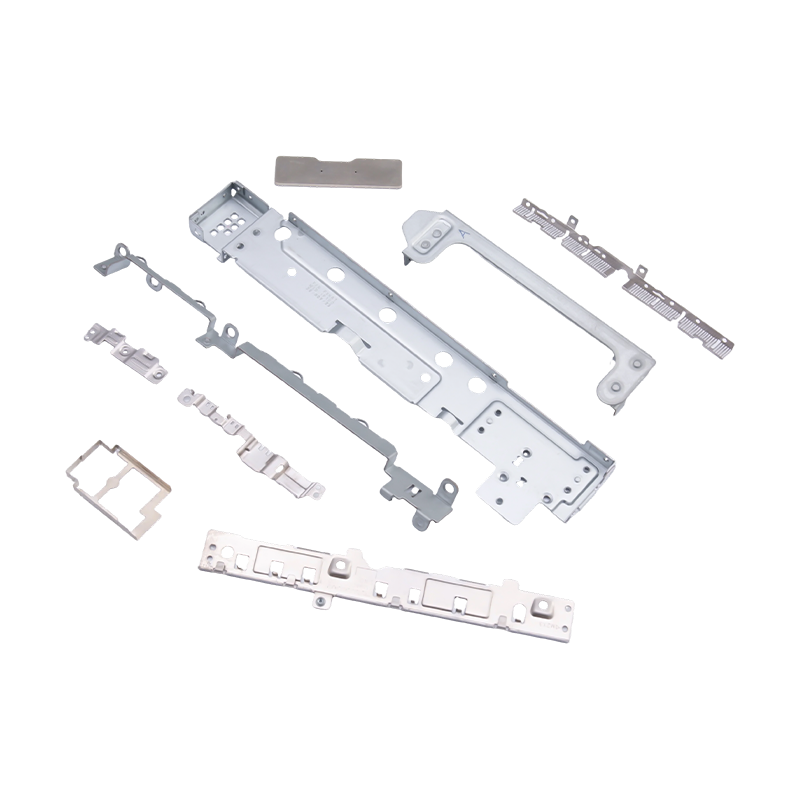
Small stamped parts for laptops and mobile phones
As essential internal components for modern portab...
-

Deep drawing mold for front and rear wheels of two-wheeled electric vehicles
This Deep drawing mold for front and rear wheels o...
-

Automotive motor housing stamping parts
Automotive motor housing stamping parts are core c...
-

Progressive molds for automotive parts
This Continuous mold for automotive motor housing ...
-

Automatic riveting mold for large computer machine base
This Automatic Riveting Mold for Large Computer Ma...
- E-mail us: [email protected]
- Call us: +86-139 1308 8972
Industry News
Home / News / Industry News / Metal Stamping Parts for Automotive and Home Appliances: Processes, Materials and Quality Standards
Metal Stamping Parts for Automotive and Home Appliances: Processes, Materials and Quality Standards
2026-03-16
Content
- 1 What Is Stamping Manufacturing?
- 2 Core Processes Within Stamping Manufacturing
- 3 Metal Stamping Parts in Home Appliance Manufacturing
- 4 Metal Stamping Parts in Automotive Applications
- 5 Material Selection for Metal Stamping Parts
- 6
- 7
- 8 Quality Control in Stamping Manufacturing
- 9 Why Stamping Manufacturing Remains the Preferred Choice
What Is Stamping Manufacturing?
Stamping manufacturing is a cold-forming metalworking process in which flat sheet metal is fed into a stamping press equipped with a custom die set, and mechanical or hydraulic force is applied to cut, bend, draw, or emboss the material into a precisely defined shape. The process encompasses a wide family of operations — blanking, piercing, forming, deep drawing, coining, and progressive die stamping — each suited to different geometries, material thicknesses, and production volumes. What unites all these operations is the fundamental advantage of stamping: the ability to produce large quantities of dimensionally consistent metal stamping parts at high speed and low per-unit cost, with minimal material waste compared to subtractive machining methods.
Modern stamping manufacturing relies on servo-driven and hydraulic presses ranging from 20 to over 2,000 tonnes of force, paired with precision tooling manufactured to tolerances measured in micrometers. Computer-aided die design and simulation software allow engineers to predict metal flow, springback, and thinning before a single piece of steel is cut, dramatically reducing tooling development cycles and first-article rejection rates. The result is a manufacturing discipline capable of delivering metal stamping parts that meet the demanding dimensional and structural requirements of sectors as diverse as consumer electronics, household appliances, and automotive engineering.
Core Processes Within Stamping Manufacturing
Understanding the specific operations that constitute stamping manufacturing helps procurement engineers and product designers select the most cost-effective approach for a given component geometry and production volume. The main process categories each carry distinct tooling requirements and output characteristics.
Progressive Die Stamping
Progressive die stamping feeds a metal strip through a series of stations within a single die set, each station performing one operation — punching, notching, bending, or forming — as the strip advances. By the time the strip exits the final station, fully formed metal stamping parts are separated from the carrier strip and collected. This approach is highly efficient for small to medium-sized parts produced in very high volumes, such as terminal connectors, bracket clips, and appliance mounting hardware, because the entire sequence runs at press speed without manual part handling between operations.
Deep Drawing
Deep drawing converts a flat metal blank into a hollow, seamless shell by pressing it into a die cavity using a punch. The process is fundamental to the production of cylindrical and box-shaped components including washing machine inner tub brackets, beverage cans, and automotive fuel tank housings. Material selection is critical in deep drawing: the metal must exhibit sufficient ductility and favorable forming ratios to undergo the large plastic deformation required without tearing or wrinkling. Low-carbon steel, aluminum alloys, and stainless steel are the most commonly deep-drawn materials in appliance and automotive stamping applications.
Fine Blanking
Fine blanking is a specialized stamping process that produces parts with sheared edges of exceptional smoothness and flatness, eliminating the secondary finishing operations that conventional blanking requires. By applying a counter-pressure and a staking ring force simultaneously with the blanking force, fine blanking keeps the material in a state of compressive stress throughout the shearing process, producing cut surfaces that are smooth across nearly the full material thickness. This makes fine blanking the preferred process for brake caliper components and seat brackets in automotive applications, where edge quality directly affects fatigue life and assembly fit.
Metal Stamping Parts in Home Appliance Manufacturing
Home appliances represent one of the highest-volume application domains for metal stamping parts. The combination of structural complexity, dimensional consistency requirements, and cost sensitivity in appliance manufacturing aligns precisely with what stamping manufacturing delivers. Across product categories, stamped components handle load-bearing, alignment, and enclosure functions that define the appliance's long-term reliability.
In refrigerators, door frames produced through roll forming and progressive die stamping provide the rigid perimeter that supports door weight, maintains gasket sealing surfaces, and accommodates hinge attachment points. Dimensional accuracy in these frames directly affects door alignment and energy efficiency — a door frame that is out of tolerance by even a fraction of a millimeter can produce a gasket leak that increases compressor cycle frequency and energy consumption. Washing machine inner tub brackets, typically produced from galvanized or stainless steel sheet, must withstand high-speed rotation imbalance loads and repeated thermal cycling without fatigue failure. Air conditioner chassis panels form the structural skeleton of the outdoor unit, holding compressors, fans, and heat exchangers in precise spatial relationship while resisting vibration and weather exposure.
The consistent thickness and tight tolerances of metal stamping parts reduce assembly gaps across all these applications, simplifying the final assembly process, reducing the need for adjustable fasteners or shimming operations, and improving the cosmetic quality of the finished product.
Metal Stamping Parts in Automotive Applications
The automotive industry is the single largest consumer of metal stamping parts globally, with a typical passenger vehicle containing several hundred individual stamped components ranging from body panels measured in square meters to precision brake components measured in millimeters. Automotive stamping manufacturing operates under the most rigorous dimensional and mechanical property standards of any commercial application, because the consequences of component failure extend to passenger safety and regulatory compliance.
Body panel reinforcements — the internal structural members that stiffen door skins, roof panels, and hood assemblies — are produced through a combination of deep drawing, stretch forming, and restrike operations. These components must achieve precise contour geometry to ensure correct fit with outer panels and accurate weld flange positioning for body-in-white assembly. High-strength steel and advanced high-strength steel grades are increasingly used in body reinforcements to achieve the required crash energy absorption with reduced material thickness and weight.
Seat brackets are another critical category of automotive metal stamping parts. These components anchor the seat structure to the vehicle floor and must withstand the static and dynamic loads defined by occupant crash protection standards. Fine blanked or precision-stamped seat bracket components provide the edge quality and flatness required for consistent bolt torque and reliable joint clamping force throughout the vehicle's service life. Brake caliper components, including caliper bracket mounts and anchor plates, are produced with the dimensional accuracy that ensures correct pad alignment, even pad wear, and predictable braking performance across the full operating temperature range.
Material Selection for Metal Stamping Parts
The performance of metal stamping parts is inseparable from the material from which they are formed. Stamping manufacturing is compatible with a broad range of metals and alloys, and selecting the optimal material requires balancing formability, mechanical properties, corrosion resistance, and cost.
| Material | Key Properties | Typical Applications |
| Low-Carbon Steel (DC01/DC04) | Excellent formability, low cost | Appliance chassis, brackets, enclosures |
| High-Strength Steel (HSLA) | High yield strength, good weldability | Body panel reinforcements, seat structures |
| Stainless Steel (304/430) | Corrosion resistance, surface finish | Washing machine tubs, appliance panels |
| Aluminum Alloy (5052/6061) | Lightweight, corrosion resistant | Automotive body parts, heat sinks |
| Galvanized Steel | Zinc coating, outdoor durability | Air conditioner chassis, outdoor brackets |
Quality Control in Stamping Manufacturing
Maintaining dimensional consistency across high-volume production runs is the central quality challenge in stamping manufacturing. Die wear, material batch variation, lubrication inconsistency, and press bed deflection can all introduce dimensional drift over time, making systematic measurement and process monitoring essential for producing metal stamping parts that remain within specification across thousands or millions of cycles.
Leading stamping manufacturers implement a layered quality system that combines in-die sensing, statistical process control, and coordinate measuring machine inspection. Key quality control practices include:
- First Article Inspection (FAI): Full dimensional verification of the first production parts against engineering drawings before volume production is released.
- In-process sampling: Periodic measurement of critical dimensions at defined production intervals to detect tool wear or process drift before out-of-tolerance parts accumulate.
- CMM verification: Coordinate measuring machines provide three-dimensional dimensional data for complex formed surfaces that cannot be verified with hand gauges.
- Surface and edge inspection: Visual and tactile inspection for burrs, cracks, wrinkles, and surface defects that affect assembly fit or fatigue life.
- Material certification review: Incoming material test certificates are verified against specification requirements for tensile strength, yield strength, elongation, and coating weight.
Why Stamping Manufacturing Remains the Preferred Choice
Despite the emergence of alternative forming technologies including laser cutting, hydroforming, and additive manufacturing, stamping manufacturing retains its dominant position in high-volume metal component production for compelling and durable reasons. The economics of stamping are fundamentally favorable at scale: once tooling investment is amortized, the per-piece cost of a stamped metal part is typically a fraction of what any alternative process can achieve at equivalent volumes. Press speeds of hundreds of strokes per minute, combined with automated coil feeding and part handling, enable production rates that no other precision metal forming process can match.
Beyond economics, the mechanical properties of metal stamping parts are enhanced by the cold-working effect inherent in the stamping process. Plastic deformation during forming increases the hardness and yield strength of the material in the deformed regions through work hardening, producing finished parts with better mechanical performance than the original sheet stock. This effect is particularly valuable in structural automotive components where strength-to-weight ratio is a primary design driver. For manufacturers in the appliance and automotive sectors seeking reliable, cost-effective, and dimensionally precise components, stamping manufacturing remains the undisputed foundation of modern metal component supply chains.
Previous Post
Metal Stamping & Drawing Parts Guide
Next Post
What Are the Key Differences Between Micro-Stamping and Standard Electronic Parts?
Our Products.
Start Your Business with an OEM Manufacturer Right Here!
Provide global customers with complete turn-key solutions
through
innovation!
QUICK LINKS
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, China
Copyright © Suzhou Shuangqisi Mold Equipment Co., Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Manufacturers
